
Uncategorized
Vintex Announcement – Ownership Changes

Vintex Announcement – Ownership Changes
Vintex is pleased to announce that it has been acquired and is now part of the Cooley Group (https://cooleygroup.com).
Cooley is an industry leader in coated fabrics with an international presence in over 50 countries. Their products span across five businesses: Waterproofing Solutions, Containment Solutions, Custom Solutions, Print Media Solutions, and Sign & Shade Solutions. They are strong in commercial markets and geo textiles with a more limited presence in healthcare, where together with Vintex, we will work to build market share.
During the last year, the ownership group of Vintex (Steven Wood, Paul Helsby and Don Wallbank), embarked upon a process to pass the torch to a new ownership group with the resources and time horizon to invest in Vintex and continue its long history of creating success. The goal was to find a strategic buyer that shared Vintex’s culture and values and who is able to best leverage our technology, market position and intellectual property. We are proud to announce that effective immediately, Vintex has been acquired by the Cooley Group and the private equity company J.H. Whitney Capital Partners, LLC. (Please see the attached Cooley public announcement.)
This is great news for Vintex and great news for our valued customers who will benefit from this change as follows:
- Vintex will have greater scale and scope that will provide access to new process and polymers
- The combined companies will have a number of plants to service our customers.
- Whitney can enable further investment in new capabilities in the future
- The current Vintex manufacturing site is important to Cooley and will continue to serve our customers as a long term strategic investment
- The current executive leadership team of Kasper Van Veen and Jamie Goodfellow will remain with the organization as a strong and local management team.
- The current ownership team will remain as consultants into FY2021 to help facilitate a smooth and seamless transition.
Headquartered in Pawtucket, Rhode Island, Cooley has three locations in the USA, including a Research & Development and Textile plant in Cranston, Rhode Island and a second manufacturing facility in Lancaster, South Carolina. While we share similar technology, we don’t directly compete; few of our customers overlap. Cooley and Vintex are a strategic fit that will create a multi-technology, multi-polymer company serving a broad selection of markets and a wide range of global customers.
Within their world-class Innovation Center in Cranston, Rhode Island, Cooley’s industry leading Research & Development Team consists of PhD chemists and technicians, product testing and analysis equipment, and unique product development capabilities, including two extrusion lines dedicated to new product and new technology. Cooley’s innovative culture has driven as much as 40% of its revenue from new product solutions. The combined Vintex and Cooley product development resources will drive further growth in the years ahead.
Thank you for your continued trust in Vintex. If you have any questions or would like more information please contact your Vintex Customer Service Representative at 800-846-8399.
Isolation Gowns – Combatting PPE Shortages

What started off as a simple Vintex response to COVID-19 and the emergency needs for domestic PPE materials resulted in the successful launch of three isolation gown fabrics that provide superior fluid barrier protection (20 times higher than the requirements of Level-3 gown material standards).
Vintex has a long history of manufacturing thin, lightweight, medical grade materials for the Healthcare industry and gown materials have now become a natural extension of our portfolio of products. Safe, durable and long-lasting reusability are all key features of our gown materials. In a time where PPE scarcity has become prominent, launderability (20+ washings for the lightest weight fabric and up to 150 washings for the heavy duty material) has made Vintex products the preferred economic and environmental choice during the COVID-19 pandemic.
The end-user response to our materials has also been extremely positive. Medical professionals have cited a heightened sense of safety and durability while using Vintex gowns, leading to longer-lasting, economical and trusted frontline use.
All three gown products are engineered and manufactured in Vintex’s Mount Forest, Ontario facility with customizable widths, colours and order length quantities tailored to suit any manufacturer’s needs.
Jamie Goodfellow
SVP, Sales and Corporate Development
Vintex Inc.
Bed Pads – Breathability Myths and Reality
Introduction
A number of options exist when choosing bed pads for incontinence management. Consideration for patient comfort is a key criteria when comparing such options. One such aspect of patient comfort relates to breathability and the bed pad’s function in keeping the patient cool and dry. It is therefore desirable to understand the relationship between bed pad construction and breathability and if certain bed pads outperform others in this regard. Pressure mapping tools are also important when determining relative performance of the variety of options available in the market today. This paper sheds light on all of these aspects in order for the end user to make an informed decision.
Breathability
Breathability is often considered to be related to moisture vapor transmission which describes a material’s ability to allow water vapor to pass through it. A quantitative assessment of this characteristic can be made with reference to the moisture vapour transmission rate (MVTR) which is a measure of the passage of water vapor through a substance. The higher the MVTR the more “breathable” the fabric.
Moisture Vapour Transmission Rate (ASTM E96) ¹
There are various methods to measure moisture vapour transmission rate (MVTR) which employ gravimetric techniques to measure the gain or loss of moisture by mass (g/m²/day). Test Method ASTM E96 calculates the amount of water vapor that can cross one square meter of fabric in 24 hours. (Figure 1)
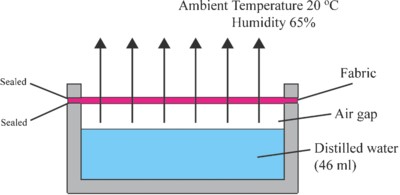
Gravimetric Test Method Diagram
Using this test method, the graph below compares the relative MVTR levels between disposable and reusable bed pads . A material with higher levels of MVTR is often considered to be more breathable (Figure 2), with fabrics having a value of > 10,000 g/m2/24hrs possessing a good level of breathability.
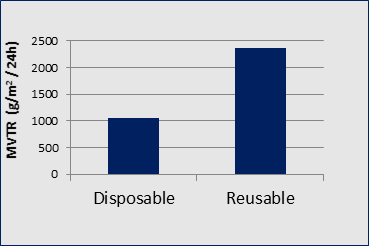
Comparative MVTR rates
Although reusable bed pads have over double the MVTR than disposables, neither option noted above is considered breathable.
A bed pad is functionally designed to transfer moisture into the face/soaker combination and move moisture away from the body. It then preferentially transfers moisture laterally while the barrier membrane layer remains impervious for linen protection. The primary purpose of the bed pad is to prevent moisture from passing through it. Therefore a bed pad’s moisture permeability is not the best indicator of functional performance when it comes to patient care or comfort.
Launder-ability
In the case of reusable bed pads, it is appropriate to consider the effect of the required, repeated laundering on moisture vapor transfer. All pad configurations exhibit reduced MVTR after laundering. Detergent and laundry products contribute to obstructing microscopic pores in the barrier membrane while pad shrinkage after laundering may also close or contract these barrier pores and hence reduce MVTR.
Air Permeability
MVTR, which is a measure of moisture permeability, should not be confused with air permeability which is a measure of the transmission of air through a fabric. The standardized test method CAN CGSB-4.2 No 36 measures air permeability in terms of the volume (cm³) of air passing through 1cm² of fabric per second with an average value obtained from 10 measurements. Considering that all bed pads are specifically designed to provide a liquid impermeable barrier in order to keep bed linens dry, they are by nature not considered air permeable. Functional testing demonstrates that airflow through both disposable and reusable bed pads are equivalently negligible and below the detection limit of less than 0.30 cm³/ cm².
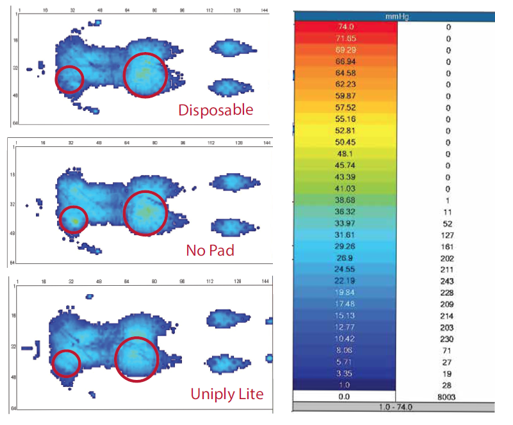
Pressure Mapping
Pressure mapping is also a way to assess comfort by determining the therapeutic interface between the patient and the bed surface. A comparative test on a variety of bed pad designs and styles, to measure the influence on pressure points, indicates that only minor differences exist across all options. The properties of a therapeutic mattress are not adversely effected by adding any type of single bed pad.
Summary
All bed pads have comparable performance in moisture permeability, air permeability and pressure mapping results; however claims that certain bed pad construction technologies are preferred for patient comfort have not been substantiated by independent testing with these standardized test methods.
Phil Martin
Technical Manager, Textile Development
Vintex Inc.
April 2018
- Groupe CTT Group, Saint-Hyacinthe, QC, CANADA
Smart Textiles – The Future is Here!
If you’ve ever spent time perusing the aisles of your local electronics store you’ve likely come to realize the digital age is quickly moving beyond our typical hand-held devices and PVRs. Nowadays, you can experience virtual reality, monitor your home from afar and track your pet Fido with the GPS chip in his collar.
These types of advancements are just a few examples of the emerging e-market and Vintex is looking towards a future that also includes smart textiles. The opportunities are only limited to your imagination and while, currently, there are advancements being made for clothing applications, consider medical opportunities such as chips in hospital bed pads that alert a busy nurse a patient needs their bed changed or sensors in an operating table cover to monitor vital statistics during a lengthy operation.
IFAI Hackathon
Last fall, at the Industrial Fabric Association’s show in New Orleans, Vintex sponsored one of IFAI’s newest initiatives; an E-Textiles Hackathon. The idea behind the competition was to allow teams to design and build a new end user product utilizing sponsor donated materials such as fabrics, zippers, conductive yarn, sensors, etc. Vintex donated several different types of fabrics to this endeavor and our medical grade Uniply® ended up in the winning product which was an interactive cube toy. This ingenious item was meant to teach children, 3-5 years old and more specifically children with Autism, to further develop their senses through touch, sight, and sound.


The toy cube had several different square panels that reacted differently when touched. The idea was that a child would touch a panel and that panel would, for example, warm up. The child would then have to find the matching panel elsewhere on the cube that was also warm. This amazing product was conceived, developed and produced all within the short few days of the IFAI Show which leads us to imagine what other life-changing products using smart textiles will be a part of our future.
Investing in the Future
As a manufacturer of engineered textile solutions, we at Vintex are always looking for ways to utilize our experience and expertise to support our customers in their creation of new and innovative products. The hackathon was such a success that we are sponsoring it again this year and are looking forward to seeing what the new teams come up with! If you are attending the IFAI Show in Dallas, TX this October, be sure to put this event on your calendar as a ‘must see’!
Twenty years ago it seemed far-fetched that everyone would carry around their own ‘phone’ which would also answer any question you could possibly have and pay for your lunch as well! As technological advances race ahead faster and faster, it’s not a stretch to think that smart textiles will be a large part of our not-so-distant future!
Submitted by: Shannon Nelson with contributions and photos by Mike Punter
Vintex has a lot to offer!
Are you looking to join a great team of people? Vintex is always looking for motivated, engaged team members interested in helping us create success! Here are some answers to frequently asked questions regarding Vintex. For more information, contact hr@vintex.com or view the ‘Careers’ section of our website.

Happy 60th Birthday Vintex!
 It is difficult to fathom how different life was back in 1957 when Zelco Rubber and Plastics purchased a knife over roll line for $32,000 and started National Vintex Corporation above a pizza store in Montreal. Sixty years ago, man had not yet made it to the moon, gas was $0.06/litre ($0.29/gallon), Elvis had just released “All Shook Up” and National Vintex began it’s journey to achieve manufacturing excellence and become a world-class organization.
It is difficult to fathom how different life was back in 1957 when Zelco Rubber and Plastics purchased a knife over roll line for $32,000 and started National Vintex Corporation above a pizza store in Montreal. Sixty years ago, man had not yet made it to the moon, gas was $0.06/litre ($0.29/gallon), Elvis had just released “All Shook Up” and National Vintex began it’s journey to achieve manufacturing excellence and become a world-class organization.
Back then, National Vintex Corporation was a part of the up and coming plastics industry and, over the next 10 years, they had grown their staff to 12 and moved to Candiac, Quebec. Investments in the company’s first extrusion coating line in 1967 positioned them for further growth and grow they did!
By 1971, National Vintex had 20 team members and was already establishing a market reputation for consistent quality and responsive customer service which attracted the attention of A.R. Clarke (a Toronto based tannery looking to enter the imitation leather market) who acquired them in 1976. Don Day was recruited as Executive Vice-President/General Manager and he laid the foundation of an employee-centric company culture, focused on product innovation to foster continued growth. That forward-thinking mindset is a cornerstone to the foundation of all that makes Vintex successful today.
By 1983, National Vintex Corporation had become Vintex Inc. and moved out of Quebec to Brampton, Ontario. Sales continued to increase and new markets such as mine ducting had been added. Throughout the 80’s Vintex continued to change and grow as Don Day gained ownership of the company with Irving Raskin. In 1986 they entered into the launderable incontinence market and Vintex hit their stride by developing a barrier fabric that made them a market leader in the incontinence industry.
 Not content to rest on their laurels, Vintex continued to grow which led them to move to a larger facility in Mississauga in the late 80’s. Here they added a second extrusion line along with automated compounding capabilities, all to support the consistent product quality and responsive customer service they had become known for.
Not content to rest on their laurels, Vintex continued to grow which led them to move to a larger facility in Mississauga in the late 80’s. Here they added a second extrusion line along with automated compounding capabilities, all to support the consistent product quality and responsive customer service they had become known for.
In the early 90s, Vintex augmented their sales with the introduction of a new and innovative incontinence product called Uniply® and a re-usable dunnage bag material for car part assembly plants. Its team members now numbered over 60 and it once again found itself land locked in its current location so the search began for new home which came in the form of a 157,000 sq. ft. facility in Mount Forest, Ontario in 1995. Vintex proudly and successfully re-located all 61 employees and their families an hour and a half drive north-west of their former location to small town Ontario and in the late 90’s, David Anyon took over ownership of the company.
Entering the new millennium as a diverse, vertically-integrated company with a multi-decade track record of great products and service, supported by a great team of people, Vintex was named as one of Canada’s 50 Best Corporations by the Canadian Imperial Bank of Commerce, Arthur Anderson and The National Post! This is a great source of pride for each and every team member and reflected their dedication and collaboration each and every day.
The 21st century witnessed the burgeoning of the globalization of the textile industry. Through the World Trade Organization’s agreement on textiles and clothing, a gradual dismantling of bi-lateral import quotas over a 10 year period was initiated. These changes accelerated industry dominance for China and other Asian countries in the new non-quota, global textile environment.
In 2001, Paul Helsby, Jim Merrill, Don Wallbank and Steven Wood purchased Vintex. They, along with 100 talented and tenured team members, met this new market force head on by further investing in Vintex’s key success factors of consistent product quality, responsive customer service and product innovation.
Today, 60 years later, Vintex is a success story which can be attributed to the quality of its people and their commitment to produce great products and provide exceptional customer service. Their five core values include: customer focus, meaningful contribution, integrity, continuous improvement and teamwork and they are proud to demonstrate these values in everything they do.
From humble beginnings in 1957 to state-of-the-art equipment and technology in 2017, Vintex will continue to expand their capabilities in the decades to come to ensure they retain market leadership and will utilize their proven ability to understand their customers’ needs to continue to Create Success for  their customers, those around them and themselves!
their customers, those around them and themselves!